


自动化生产线组建/智能化生产线组建
针对已有问题或者可以预期的问题、不足、缺陷、需求等,所提出的一个解决整体问题的方案,同时能够确保加以有效的执行。

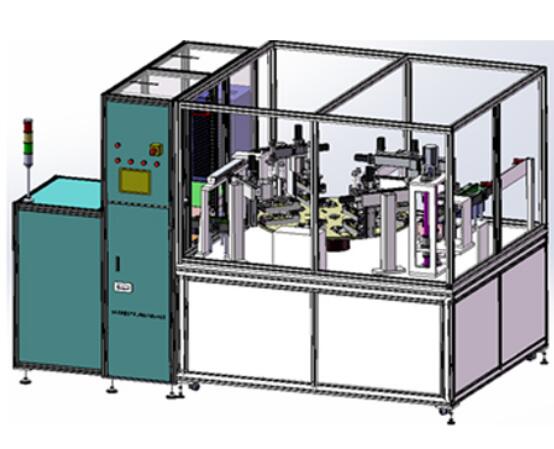
1.本线产能:10PPM(电芯)
2、本线实现自动电芯扫码、电芯OCV&IR检测&极耳整平、铝塑膜绝缘电阻测试;自动裁切极耳、极耳折弯、极耳等离子清洗;堆叠电芯模组、安装固定螺栓;电池模组翻转、人工安装焊接板、预折弯极耳;极耳折弯;极耳自动滚平;安装BUM组件;自动激光自动焊接工站;自动EOL测试、人工下料。
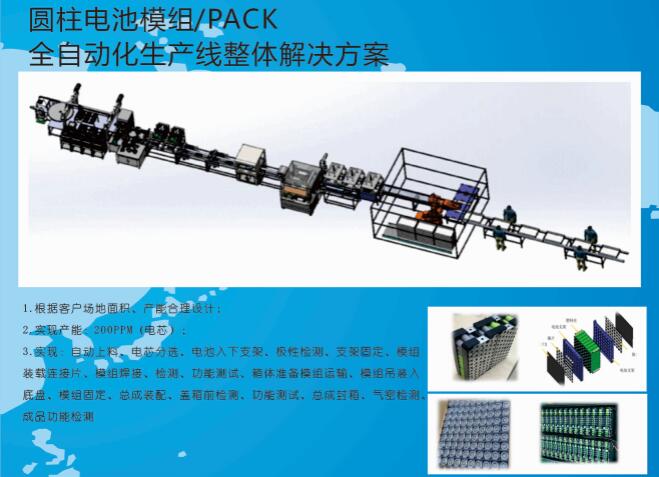
1.根据客户场地面积、产能合理设计;
2.实现产能:200PPM(电芯);
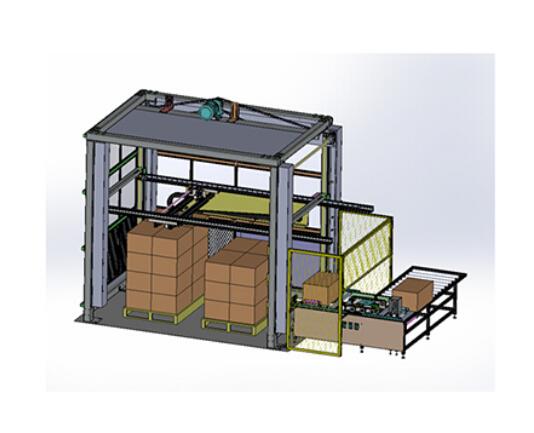
3.实现:自动上料、电芯分选、电池入下支架、极性检测、支架固定、模组装载连接片、模组焊接、检测、功能测试、箱体准备模组运输、模组吊装入底盘、模组固定、总成装配、盖箱前检测、功能测试、总成封箱、气密检测、成品功能检测

1.根据客户场地面积、产能合理设计;
2.实现产能:20PPM(电芯);
3.线体实现:AGV运输电芯自动上料、电芯分档、电芯包胶、OCV检测、电芯配租、堆叠/整形、包胶贴码、机柱毛化、自动上极片绝缘板、激光焊接;模组组装、模组整体固定、模组整箱吊装入线、线束安装调整、热管安装、维修开关安装;立体化仓储、自动装载电芯。








► 行业案例

项目简介
行业:复合材料行业
产品:玻璃纤维布/纱团
功能类别:产品循环输送、分拣
简介:玻璃纤维作为一种性能优异的无机非金属材料,其市场需求量在逐年增长,某企业现有的生产线无法满足市场发展的需求,我司项目研发团队通过对现有生产线问题进行全面诊断分析,提出全新改造方案,解决了现有生产线效率低、工人劳动强度大等困扰客户多年问题,同时实现了生产线科学布局及自动化提升。

点焊联合生产线的研制具有以下特色
(1)必须在限定空间范围内实施,本方案适应客户方场地要求。
(2)要求点焊生产线应保证日产量达到3000米/天,每天22小时工作制(3班倒),本项目在焊接质量满足用户要求的前提下,连续生产后达到该要求。
(3)机器人点焊工作站采用双线合一的模式,每条线体通过非标设计自动定点夹持并伺服驱动进给槽道,自动定点夹持锚杆,采用两台焊接机器人分别在两条线体上将锚杆点焊在槽道上。
(4)点焊工作站采用双焊接平台,焊接平台定点对称放置,机器人相对于焊接平台的安放位置,应方便机器人完成点焊工作。本方案设置2个机器人,每个机器人对应一个焊接平台,每个机器人焊接2个对称点(少用2台机器人,既能完成焊接工作量,也减少了用户设备投资成本)。
(5)焊接区需要设置安全防护装置,保证操作者进入该区域时,机器人不能进入焊接区工作或立即停止工作,必须保证操作者的作业安全。本方案在焊接区设置安全门及接近开关,当安全门打开时,机器人及焊机停止工作,保证了操作者的作业安全。
(6)点焊工作站需设置防护罩隔离,控制强光污染,焊接平台需设置遮光板,避免焊接弧光影响操作者作业。
(7)点焊工作站需设置排烟吸尘过滤装置,避免大量的焊接烟尘影响操作者作业。过滤后的气体应达到国家相关排放标准。本方案设置2台美国垂恩焊烟净化器,吸附焊烟。
(8)点焊工作站所有配电柜及排烟吸尘过滤装置应合理设计摆放位置,达到紧凑、美观、方便操作及维修的要求。本方案的配电箱、电控柜、操作柜、焊烟净化装置、防护房、护栏等的摆放,在合同签订后,我公司用三维模型和二维CAD图表述,经用户认可。
(9)焊工作站应合理设计线路及管道的安装方式。在合同签订后,我公司用三维模型展示点焊工位的结构、设备维修,电缆走向、设备外形等,经用户认可。
(10)点焊工作站采用80%氩气、20%二氧化碳混合气体,1.0mm桶装实心焊丝。本方案采用气保焊,连续送丝。采用机器人内置焊接电缆。

整线可以满足以下特殊要求
(1)工作站应包含且不限于以下必要的设备或主机:焊接机器人系统、焊接平台、焊接夹具、伺服驱动自动进给主机、自动夹持机头、送料线体、高低可调式托辊装置、、锚杆自动送料及夹持系统、中央控制主机(带触摸屏)等。其中用于放置来料的送料线体长度要求满足3.5米槽道的自动上料及送料,不包含自动夹持机头部分。另外有2个接料头小车、吹掉冲切工序切削液的机构、翻转槽道180°机构,推到槽道90°机构、自动送槽道入滚弯机的机构。槽道自动进给轨道长4米,满足3.5米槽道的自动上料及送料。
(2)伺服自动进给送槽道、锚杆整形排序,自动定位夹紧和自动点焊等工序要求在一条生产线上联合实现。并能自动衔接上下两道工序。
(3)采用机器人点焊工艺将锚杆与槽道点焊为一体。每根锚杆的焊点位置应基于槽道轴向中心线,关于锚杆位置中心线对称分布2个。点焊夹具应保证每根锚杆相对槽道径向方向的对称度和垂直度达到图纸要求。点焊后单个锚杆应能承受沿锚杆轴向拉伸载荷不小于5kN,且不发生变形或脱焊。
(4)伺服进给系统的重复精度不低于±0.15mm,自动夹持机头的夹持重复精度不低于±0.3mm。根据来料长度的不同,伺服进给主机的自动夹持机头均能适应。伺服进给系统应保证每根锚杆相对槽道轴向方向的位置度达到图纸要求。
(5)锚杆送料系统应采用自动送料机,锚杆倒入料仓后,经过上料、调整方向、排序等工序,通过夹持机构能准确送到焊接位。并应设计如何方便将锚杆倒入料仓。
(6)整条生产线的导轨和其他润滑系统应方便今后加油维护保养。各线路、管路设计布置合理,方便维修,且整洁美观。
电气控制特色
(1)控制系统操作人性化,操作界面布局合理,操作程序可根据使用方要求调整参数,并具备程序存储功能。整条线采用西门子S7-1500系列PLC系统进行控制,操作者可根据生产要求编写程序并保存到PLC控制系统。工作时系统可按照程序,控制各个部件按照程序实现各个动作,完成工件加工。全线设有急停按钮,易于处理紧急事故,保证设备和操作人员安全。在单段运行状态下,方便初始程序检查运行。断点记忆功能为设备突然断电或急停,设备上电重启后能选择继续完成未完工件的加工或初始化。
(2)含触摸屏(西门子9寸屏)的控制操作面板,操作界面均应为简体中文;
(3)操作面板应具有模式选择开关(手动控制模式、远程控制模式等)。
(4)控制系统至少应含有以下预留远程控制端子;
(5)远程输入端(常开触点):设备启动、设备停止、报警输入、运行启动。
远程输出端(24V输出):设备运转正常信号、设备准备好信号、报警输出信号、产品加工完成信号。
(6)本地手动控制模式包含调试模式及运行模式,可储存50个以上程序。
(7)控制系统留有R232接口或R485接口或工业以太网口,方便MES系统在该设备上读取生产数据,在应用生产线MES控制系统时需无偿提供技术支持。可以实时读取的生产数据如:该设备型号、当前生产的产品型号、当前生产的产品批次号、当前生产数量、当前生产班组号(或当前生产线编号)、当前生产时间等。
(8)电气元件采用西门子或 施耐德,其中若有PLC,使用西门子产品,PLC输入输出点各预留5个,方便以后维修。
(9)触摸屏、PLC等可以和电脑交互数据检修的。
(10)电气系统具有隔离变压器、滤波器或其他抗线路冲击、干扰的措施。






电动床自动生产线



1.生产数据采集(应用性)
2.包装条码打印(准确性)
3.电子看板(实时性)
4.设备监控
6.数据备份(安全性)